
(معرفی و کاربردهای ساخت افزایشی به روش تف جوشی لیزری انتخابی ) (SLM additive manufacturing )
نویسنده : علیرضا رشیدی نژاد دانشجوی ارشد دوره مجازی ورودی 1402
استاد راهنما : دکتر محمد ریاحی
1403تاریخ: اردیبهشت
فصل 1: مفاهیم و تعاریف روشSLM
برخی مطالاعات انجام شده در زمینه کاربرد های روش های ساخت افزایشی در صنعت خودرو و 2فصل توربو ماشینری و همچنین مطالعاتی در باره سوپر آلیاژ های پایه نیکل دار و فیزیک رفتاری مواد در روش SLM
معرفی ساخت افزایش ( یا ساخت افزایشی فرایندی است که طی آن با استفاده از متریال مورد نظر که به صورت های پودر و یا فیلامنت و یا هر AM شکل دیگری که قادر باشد مستقیما با کمک پرینتر های سه بعدی از مدل سه بعدی قطعه ای سه بعدی بسازد گویند . این فرایند با ذوب و جوش دادن لایه ها به کمک لیزر و یا المنت انجام میگیرد . عامل اصلی دانست : 4فرایند های ساخت افزایشی را میتوان وابسته به . نوع ماده 1 . منبع انرژ ی 2 . فرایند تشکیل لایه ها 3 . شکل محصول نهایی 4 این موارد نتیجه خود را در کیفیت سطح ، دقت ابعاد ، خواص مکانیکی و زمان تولید نمایان میکنند .
معرفی ساخت افزایش additive manufacturing:
AMیا ساخت افزایشی فرایندی است که طی آن با استفاده از متریال مورد نظر که به صورت های پودر و یا فیلامنت و یا هر شکل دیگری که قادر باشد مستقیما با کمک پرینتر های سه بعدی از مدل سه بعدی قطعه ای سه بعدی بسازد گویند . این فرایند با ذوب و جوش دادن لایه ها به کمک لیزر و یا المنت انجام میگیرد . عامل اصلی دانست : 4فرایند های ساخت افزایشی را میتوان وابسته به . نوع ماده 1 . منبع انرژ ی 2 . فرایند تشکیل لایه ها 3 . شکل محصول نهایی 4 این موارد نتیجه خود را در کیفیت سطح ، دقت ابعاد ، خواص مکانیکی و زمان تولید نمایان میکنند
تاریخچه ساخت افزایشی History ofadditive manufacturing میلادی نسبت داد زمانی که اولین چاپ گر های سه بعدی ساخته شدند.در 1980شروع فناوری ساخت افزایشی را میتوان به دهه بر گزار شد و برای آن اصطلاحاتی لحاظ شد که خود ASTM با توجه به پیشرفت این متد تولید کمیته ای در 2009سال به معنی افزودن مواد به یک دیگر و ساخت مستقیم قطعه از مدل سه بعدی به قطعه واقعی به صورت لایه لایه AMاصطلاح در این کمیته تصویب شد و فرایندی در مقابل روش ساخت کاهشی که روشی سنتی تر است قرار گرفت . ( را اختراع کرد و زمینه ساز SLA)یکی از بنیان گذاران این متد جناب چاک هال که اولین متد ساخت قطعات به روش پیشرفت و توسعه این علم در متد ها و روش های دیگر شد . در طول سال ها این فناوری دست خوش تحولات و پیشرفت های میکرون قطعات را تولید کنند . 25 دقیق تر شده و میتوانند با دقت (SLA)زیادی شد به طوری که امروزه دستگاه های در ابتدا این فناوری برای نمونه سازی و تست بعضی قطعات و تجهیزات کوچک مورد کار برد بود اما امروزه در مقیاس های بزرگ قابلیت تولید و استفاده را دارد .
دلایل پیشرفت و توسعه ساخت افزایشی بارز ترین ویژگی روش های ساخت افزایشی انعطاف پذیری بالای این روش ها در زمینه زمان تولید و انعطاف پذیری خیلی خوب در رابطه با شکل قطعات است . به طوری که نمونه سازی و ساخت کانسپت اولیه از قطعات پیچیده و تجهیزات را با هزینه بسیار پایین تر ممکن میسازد و میتوان به راحتی مشکلات و عیوب قطعه را برطرف کرد . از دیگر ویژگی های این روش تولید به دلیل لایه ای بودن این است که میتواند در یک مرحله پروسه تولید یک مجموعه متصل از جنس های مختلف را به وجود آورد .
مزایای روش تولید ساخت افزایشی :
1. توسعه محصول : تکرار های بیشتری در فرایند تولید امکان پذیر است ، شناسایی و رفع عیوب و مشکلات محصول ساده تر میشود . • برنامه ریزی برای توسعه و تنوع محصول آسان تر میشود . • . زمان فرایند توسعه محصول کاهش میابد و نمونه سازی قوی تر و دقیق تر انجام میشود •
2: . کیفیت محصول مشکلات احتمالی را میتون در قالب ، ابزار و یا محصول از بین برد
درک نمونه اولیه از محصول به صورت فیزیکی که از درک نقشه و یا یک مدل کامپیوتری راحت تر است . •
3. تولید : امکان برنامه ریزی جهت حذف خطا های احتمالی در فرایند تولید وجود دارد . • میتوان مشکلات احتمالی محصول را پیش بینی کرد و آنها را بر طرف کرد . • ابزار و قالب میتواند خواص مکانیکی، حرارتی و شیمیایی بهتری داشته باشد . • امکان یک نواختی در تولید بالا میرود و خواص یکسان محصولات را در پی دارد
دسته بندی فناوری های ساخت افزایشی(categories manufacturing Addetive )
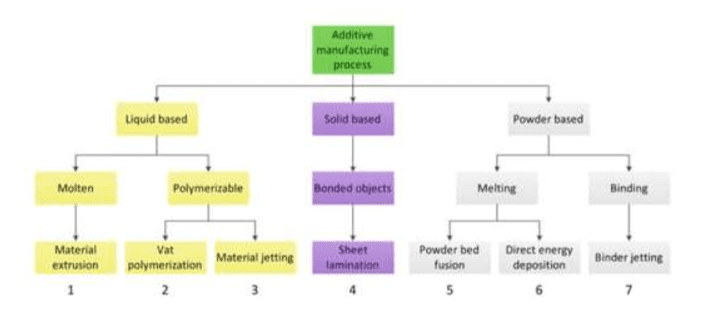
بر اساس سازمان استاندارد بین المللی ISO و انجمن آمریکایی تست و متریال ASTM روش های تولید افزایشی به 7 دسته
طبقه بندی میشوند :
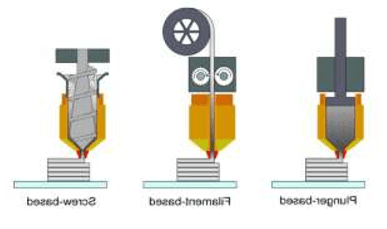
1. اکستروژن مواد : که به اختصار ) MEX )نیز نامیده، میشود فرایندی است که طی آن متریال بصورت انتخابی از طریق نازل
یا روزنه تزریق میشود .
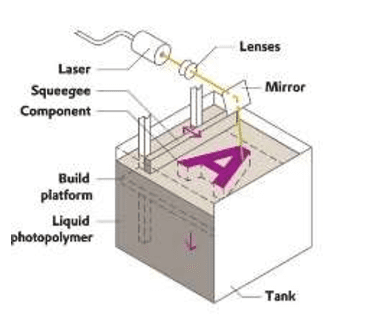
2 .فوتوپلیمریزاسیون مخزنی: که به اختصار(VPP )نامیده میشود، که در آن یک فتوپلیمر مایع در یک مخزن با اشعه فعال
کننده به صورت انتخابی پلیمریزاسیون میشود .
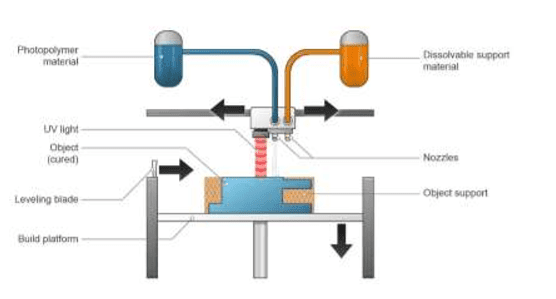
3. ماده پرانی( jetting material ): که به اختصار (MJT )نامیده میشود ، این فناوری شبیه به فناوری جهر افشان میباشد
با این تفاوت که به جای جهر افشانی روی کاغذ این مدل چاپگرهای سه بعدی متریال فتوپلیمری را روی یک صفحه ساخت
پخش میکند
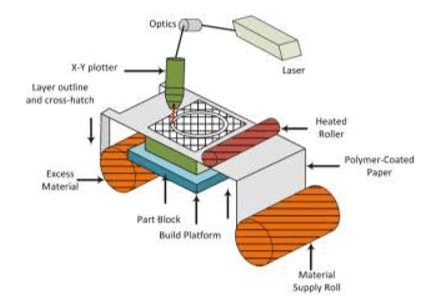
4 ورق چینی الیه ای (lamination sheet): که به اختصار (SHL )نامیده میشود ، در این روش از چندین ورق بریده شده
با دقت باال در دو بعد جهت ساخت قطعه سه بعدی استفاده میشود ، بعد از آماده سازی ورق ها آنها را با استفاده از روش
های گوناگونی مانند لحیم کاری ،پیوند نفوذی ،تثبیت آلتراسونیک و جوشکاری از طریق لیزر به هم متصل کرده و قطعه
آماده ماشینکاری و مراحل بعدی میشود .
5 همجوشی بر بستر پودر (fusion bed powder) که به اختصار (PBF )نامیده میشود که در آن یک منبع حرارتی که
معموال المنت UV است بر بستر پودر ماده تابیده و باعث پیوند ذرات به صورت انتخابی بر بستر آن پودر میشود .
6. الیه نشانی با استفاده از توضیع مستقیم انرژی(deposit energy direct ): که به اختصار (DED )نامیده میشود یک
فرایند پیچیده پرینت سه بعدی است که معموال برای تعمیر یا افزودن ماده اضافه به اجزا موجود مورد استفاده قرار میگیرد، که در آن از یک منبع انرژی متمرکز مانند لیزر ، قوس الکتریکی و یاپرتو الکترونی کمک میگیرند برای ذوب مواد و رسوب
الیه ای بر روی یک دیگر.
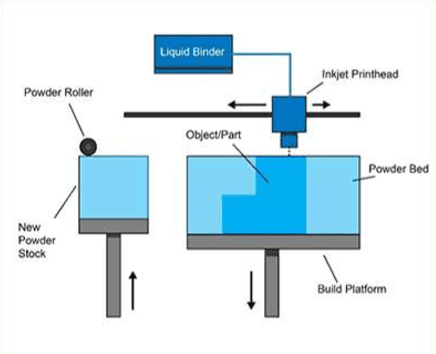
7 توضیع همبست شونده ) jetting binder ): که به اختصار )BJT )نامیده میشود، در این فرایند یک مایع نقش پیوند
دهنده اجزا پودری را ایفا میکند .
نمونه هایی از روش های ساخت افزایشی بر پایه متد های ذکر شده :
.1 (SLA (Stereolithography : بر طبق متد VPP
PBF متد طبق بر : Selective Laser Sintering (SLS) .2
MEX متد طبق بر : Fused Deposition Modeling (FDM) .3
.4 Printing PolyJet : بر طبق متد MJT
PBF متد طبق بر : Direct Metal Laser Sintering (DMLS) .5
PBF متد طبق بر : Selective Laser Melting (SLM) .6
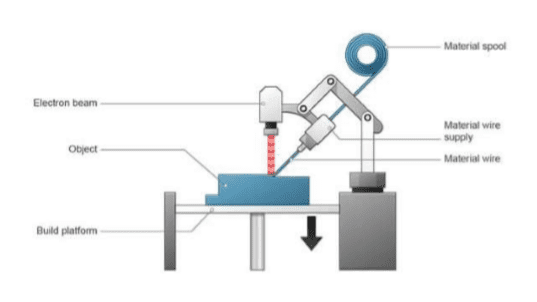
DED متد طبق بر : Electron Beam Melting (EBM) .7
مزیت استفاده از روش های ساخت افزایشی
انعطاف پذیری تولید و همچنین راندمان باال و سرعت باال در اجرای تغیرات و شخصی سازی محصوالت یکی از مهم ترین شاخصه
های روش های تولید افزایشی میباشد .
امکان تولید تک مرحله ای قطعات پیچیده .
امکان تولید هر مدل قطعه پیچیده .
امکان اصالح و عیب یابی سریع محصول .
آزادی در طراحی و ساخت محصول و نمونه اولیه در کمترین زمان جهت ارائه به بازار .
نیاز حداقلی به فرایند های تکمیلی مانند پرداخت سطح و یا فرایند های شیمیایی و….
راندمان باال در استفاده از متریال اولیه در مقایسه با روش های تولید کاهشی مانند ماشینکاری .
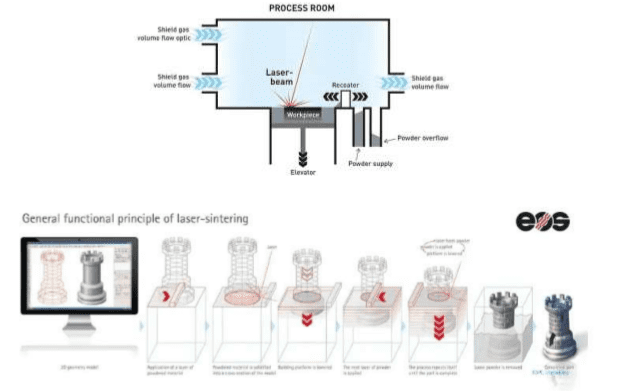
معرفی فناوری ساخت افزایشی به روش (SLM(
فناوری ساخت افزایشی به روش SLM از زیر مجموعه متد های PBF است که این متد در کنار سرعت و دقتی که در ارائه
محصول نهایی دارد نه فقط برای نمونه سازی بلکه برای ساخت نمونه نهایی و قابل استفاده نیز مورد توجه است .
این روش ساخت بصورت الیه ای صورت میگیرد و قابلیت اجرا با متریال های متفاوتی بر پایه سرامیک ، پلیمر و فلز را دارد .
فرایند های PBF و به طبع فرایند SLM تحت یک شرایط کنترل شده و محافظت شده انجام میگیرد که طی آن
اکسیداسیون صورت نگیرد و پس از هر فرایند بشود از پودر های باقی مانده استفاده کرد . در این فرایند ها منبع انرژی بر
اساس متریال مورد استفاده و نوع واکنش مواد با یک دیگر متفاوت هستند :
ذوب لیزری انتخابی (Melting Laser Selective )یک فناوری چاپ سه بعدی نسبتا جدید است که توسط دانشمندان
آلمانی توسعه یافته است . در این روش با استفاده از یک لیزر پر قدرت اشعه UV پودر ها را ذوب میکند و با برخورد لیزر به
الیه نازکی از پودر ها به صورت انتخابی آنها را ذوب کرده و به هم جوش میدهد و به ترتیب هر الیه به همین نحو به الیه دیگر
متصل میشود و در آخر قطعه از پودر ها خارج میشود . به دلیل ذوب کامل پودر ها قطعه تولید شده در روش SLM قوی تر و
با عیوب ساختی کمتری همراه خواهد بود .
مزایای روش SLM
• قابل استفاده و بهره برداری از طیف وسیعی از متریال ها و دقت باالی هندسی در قطعات پیشرفته .
• کنترل کیفی راحت تر و دقیق تر با استفاده از ماشین آالت دقیق .
• کم کردن پرتی مواد تشکیل دهنده و راندمان باالی متریال .
• دستیابی به چگالی مناسب تر در قبال تحمل تنش برابر با قطعه تو پر با تنظیم دستگاه جهت ایجاد ساختار شبکه ای
مناسب در قطعه به جای استفاده از قطعه تو پر .
• خطرات ایمنی کمتر در مقایسه با روش های ماشینکاری .
• ساخت قطعات پیچیده تر بدون نیاز به ماشین کاری .
• ساخت قطعات دقیق بدون نیاز به عملیات های تکمیلی .
• کمتر بودن عیوب ساختاری در این روش به نسبت روش های ساخت افزایشی دیگر به دلیل ذوب همگن و اتصال بهتر
ذرات به یک دیگر .
معایب روش SLM
• با توجه به تمامی مزایای این روش نکاتی مانند محدودیت ابعادی قطعات قابل تولید ، شناخت خواص متریال و برهم
کنش سطحی آنها جز محدودیت ها و معایب این روش به حساب می آید .
• نیاز مند نیروی اپراتور ماهر .
• هزینه تعمیر و نگهداری باال
• نیاز مند محیط مناسب و بزرگ جهت نگهداری
• مصرف انرژی باال بدلیل استفاده از لیزر
برخی موارد استفاده:
امروزه در دنیا با پیشرفت فرایند های ساخت افزایشی و بخصوص روش های همجوشی بر بستر پودر استفاده از این روش ها در
صنایع هوافضا ، خودرو سازی و مهندسی پزشکی بسیار دیده میشود و با کمک این روش ها میتوان قطعاتی را تولید کرد که به
سرعت آماده شده و از نظر طراحی پیشرفته هستند به حدی که با روش های قدیمی امکان ساخت آنها وجود نداشت .
آن چه که این صنایع به دنبال آن هستند تولید قطعات پیچیده در کمترین زمان با بهترین کیفیت و به صرفه ترین قیمت است
که با کمک پرینتر های سه بعدی قابل دست یابی است .
از این روش جهت ساخت قطعات با خواص مکانیکی مناسب و چگالی پایین استفاده میشود که در داخل قطعه ساختار و یا
جزئیاتی را دارا هستند که در ساخت با روش های سنتی و قدیمی امکان پذیر نمیباشد .
عوامل تاثیر گذار در روش SLM :
1. لیزر : توان ، طول موج ، سرعت اسکن ، استراتژی .
2. پودر : متریال ، سایز ذرات ، شکل ذرات ، نرخ تغذیه ، چگالی ، جریان پذیری وقابلیت باز یافت .
3. دما : سرمایش ، پیش. گرمایش ، دمای ذوب و تنش حرارتی.
4. هوا : گاز محافظ ، میزان اکسید شوندگی ، نرخ جریان هوا .
نکات مورد توجه در زمان طراحی :
1. بهینه سازی هندسه جهت کم کردن وزن و متریال مصرفی جهت بهبود عملکرد .
2 . به حداقل رساندن نیاز به ساپورت اضافه با در نظر گرفتن زوایای مناسب .
3 .در نظر گرفتن محل های مناسب جهت ایجاد ساپورت
4. قرار دادن مدل سه بعدی در جهتی که تنش کمتری به آن وارد شود و از تغیر شکل جلو گیری شود .
5. در نظر گرفتن انقباض حرارتی قطعه .
6 .طراحی کانال های داخلی جهت خارج کردن پودر ذوب نشده .
7 .اثرات خطوط مرزی الیه ها بر خستگی قطعه را در نظر گرفته شود .
متریال های معمول در استفاده از این روش :
1. Ti-6Al-4V, Ti 6242, TiAl, Ti-5553 : تیتانیوم
2. AlSi10Mg, AlSi12, Scalmalloy :آلومینیوم
3 . فوالد ضد زنگ: 4140 ,L304 ,PH17-4 ,L316
4. H13, Maraging Steel, Copper Tool Steel : ابزار فوالد
5 . آلیاژ های نیکلی : 282 Haynes 718, 625, Inconel
6. آلیاژ کبالت کروم : CoCrW 1,MP ,CoCrMo
7. فلزات قیمتی و ارزشمند : طال و نقره
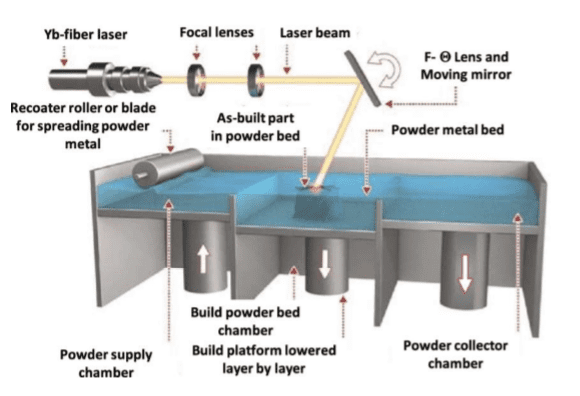
نحوه کار دستگاه های پرینت SLM :
1 . پخش کردن یک الیه نازک از پودر متریال مورد نظر روی صفحه دستگاه
2 . اسکن کردن و متمرکز کردن لیزر جهت ذوب محدوده مورد نظر
3 . پایین رفتن صفحه روی دستگاه و تکرار مراحل اسکن و ذوب پودر
4 . قطعه ساخته شده از بستر پودر جدا میشود
5 . اقدامات نهایی جهت پرداخت سطح و یا موارد دیگر صورت میپذیرد .
کنترل دقیق انرژی لیزر، الگو های اسکن دما و شرایط محیطی برای دست یابی به محصول با کیفیت تر و متراکم تر الزامی است
.کیفیت دستگاه و کنترل آن بر پارامتر های سیستم اثر مستقیمی در کیفیت خروجی خواهد داشت .
ایمنی در استفاده از دستگاه ها و روش SLM :
پودر های مورد استفاده در فناوری SLM از نظر اندازه شامل ذرات ریزی در ابعاد کمتر از 10 میکرون میباشند که برای سالمتی
میتوانند مضر باشند ، اپراتور ها باید در زمان باز کردن درب های دستگاه و یا استفاده از پودر های آن از تجهیزات حفاظت
شخصی استفاده نمایند .
این تجهیزات شامل ماسک تمام صورت و یا ماسک دارای تهویه هوا ، دستکش غیر قابل نفوذ در مقابل پودر ، کفش ایمنی و
روپوش آزمایشگاهی میباشد .
آلیاژ های مورد استفاده در روش SLM در طیف گسترده ای قرار میگیرند و از نظر زیست محیطی و قابلیت های واکنش پذیری
متفاوت هستند . به عنوان مثال در هنگام استفاده از موادی مانند آلومینیوم و یا تیتانیوم خطر جابجایی پودر با پتانسیل الکتریکی
باال وجود دارد که باید با استفاده از پد های مخصوص و کفش های ایمنی آن را کاهش داد . و همچنین از نبودن سطوح داغ و
یا شعله در اطراف این تجهیزات اطمینان حاصل کرد .
در استفاده از این روش از گاز آرگن به عنوان گاز بی اثر استفاده میشود و با توجه به اینکه گاز آرگون گازی کشنده است باید
محیط مورد استفاده دارای آالرم اکسیژن و همچنین تهویه مناسب باشد .
برخی از کمپانی های ارائه دهنده خدمات SLM :

فصل 2 کاربرد ها و دستاوردهای حوزه فناوری SLM
1. استفاده از فناوری SLM به عنوان یک جایگزین برای ریخته گری تحت فشار در صنعت خودرو ) of Use
Selective Laser Melting (SLM) as a Replacement for Pressure Die Casting Technology for the
(Production of Automotive Casting
2 . کاربرد روش ساخت افزایشی SLM در قطعات توربین های گازی داغ : متریال ، طراحی و ویژ گی های تولید
Components: Materials, Design and Manufacturing Selective Laser Melting of Hot Gas Turbine)
(Aspects
استفاده از فناوری SLM به عنوان یک جایگزین برای ریخته گری تحت فشار در صنعت خودرو ( of Use
Selective Laser Melting (SLM) as a Replacement for Pressure Die Casting Technology for the: (Production of Automotive Casting
بر اساس مقاله ذکر شده تحقیقاتی بر روی ساخت یک محفظه یاتاقان صورت گرفته است که آزمایشات مکانیکی و بررسی
خواص مختلف را انجام میدهد و درباره کارا بودن این روش جهت ساخت قطعات به بحث میپردازد.
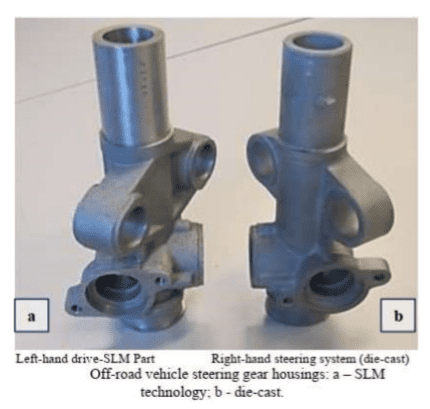
در این مقاله در باره تغیر روش ساخت قطعه خودرو به اسم جعبه دنده فرمان )housing gear steering )بحث شده است . در
ابتدا دلیل بهره بری از این روش را انعطاف در طراحی و امکان بوجود آوردن اشکال پیچیده با دقت باال را در روش ساخت
SLM مطرح کرده است .
این قطعه قبال با روش ریخته گری تحت فشار و با متریال (Fe(3Cu9AlSi تولید میشده است .
در تکنولوژی SLM آلیاز آلومینیوم Mg10AlSi به عنوان ماده خام به صورت پودر اتمیزه شده در گاز Al32CL استفاده
میشود .
بعد از پرینت کردن قطعه آنرا تحت عملیات حرارتی قرار میدهند تا استحکام نهایی آن را بهبود ببخشند . سپس از قطعه تولید
شده اسکن گرفته و با مدل سه بعدی مقایسه میشود تا ایرادات ساختی بررسی و در مرحله بعدی آنها اصالح شوند .
در روش های SLM از پودر های اتمیزه شده استفاده میشود زیرا شکل کروی داشته و جریان پذیری بهتری دارند و باعث یک
دست شدن ضخامت الیه ها میشود و این یک دست بودن باعث میشود پرتو های لیزر به صورت یکنواخت جذب شوند و از بروز عیوب
در هنگام ذوب جلو گیری میکند .
ساخت قطعات با آلیاژ های آلومینیومی یکسری مشکالت در مقایسه با سایر آلیاژ ها دارد به عنوان مثال : قابلیت بازتاب باال ،
رسانش حرارتی باال و پایداری اکسید سطحی آنها .
انرژی بهینه مورد استفاده در لیزر این متد بر اساس معادله زیر محاسبه میشود :

استراتژی اسکن و نحوه جهت گیری قطعه برای ساخت اثرات مهمی در کیفیت قطعه و جلوگیری از اعوجاج ها ، تخلخل ها و
ناهمسانگردی هارا به دنبال دارد .
انتخاب استراتژی مناسب عالوه برمسائل قبل باعث میشود قطعه ساخته شده %99.8 از دانسیته را داشته باشد .
ریز ساختار حاصل از روش SLM در آلیاژ های AlSi شامل یک ساختار سلولی دندریتی در فاز آلفا و شبکه ای از فاز های
یوتکتیک Si در امتداد مرزی که Al احاطه کرده است قرار میگیرند .
اندازه دندریت های Al در حدود 1000تا 500 نانومتر است که بسیار از ریز ساختار ریخته گری کوچک تر است .
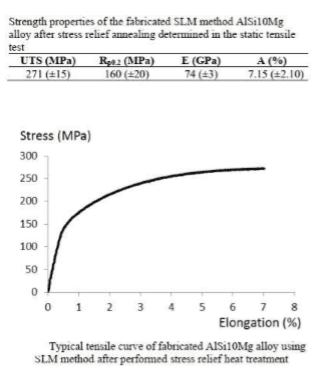
در این روش قطعه ساخته شده از این آلیاژ دارای خواص مکانیکی شامل تنش تسلیم 434 Mp و elongation %5.3
میباشد که با اعمال عملیات حرارتی تنش زدایی تنش تسلیم به 168 Mp میرسد درصد elongation به %23.7 افزایش
میابد و همچنین این آلیاژ در این روش تولید به سختی 127Hv خوهد رسید . که این نتایج ازخواصمکانیکی از ریخته گری
همین آلیاژ بهتر میباشد .
متریال و فرایند:
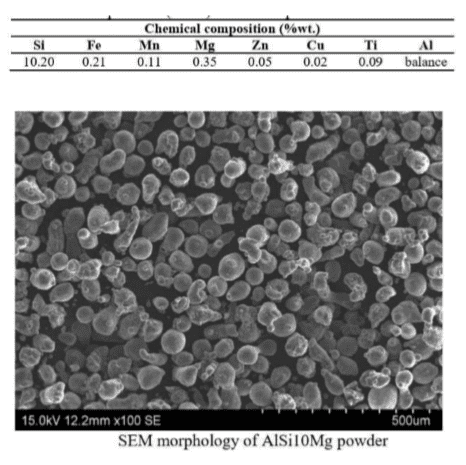
آلیاژ آلومینیوم Mg10AlSi استفاده شده به صورت گاز اتمی پودری در این فرایند دارای ترکیب شیمیایی زیر میباشد و
شکل ذرات آنها با توجه به رادیو گرافی صورت گرفته به شکل زیر است
فرایند پرینت این قطعه با متریال ذکر شده در اتموسفر گاز نیتروژن صورت گرفته است و از دو فیبر لیزر استفاده شده است و
زاویه پرتو لیزر برای هر الیه با زاویه 67 درجه تغییر میکند .
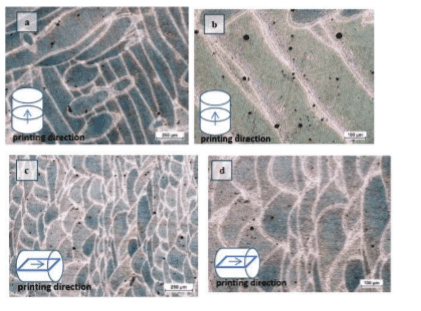
آنالیز ریز ساختار :
در این قطعه پرینت شده کمترین حد تحمل تنش و ازدیاد طول در جهت عمود بر صفحه بیس بوده است زیرا جهت نیروی
کشش وارد شده به قطعه در زمان تست در جهت عمود بر مسیر همجوشی قطعات میباشد .
تفاوت در خواص و شکل ریز ساختار های مشهود در عکس های زیر به دلیل همپوشانی ذوب الیه ها در مسیر عمود بر مسیر
لیزر و به صورت دایروی و مسیر های هم جهت با حرکت لیزر به صورت خطی میباشند . دلیل تفاوت در سایز ریز ساختار ها
شامل یکسان نبودن زمان خنک شدن و یا وجود نا پیوستگی هایی در هنگام همجوشی ذرات میتواند باشد .
نتایج تست های کشش :
نتیجه تست کشش برای نمونه از قطعات تولید شده از همین روش و متریال در جدول و نمودار زیر ارائه شده است:
نتیجه گیری :
استفاده از فناوری ساخت افزایشی بجای ریخته گری در ساخت قطعات با تیراژ کم و یا متوسط قابل قبول میباشد و کیفیت
ساخت مناسبی برخوردار است به طوری که از نظر تلورانس ابعادی به استراتژی ساخت و دقت دستگاه بسیار بستگی دارد و
همچنین از نظر تلورانس هندسیی به نحوه قرار گیری قطعه و نحوه چیدمان الیه ها و ساپورت ها بستگی دارد که دچار اعوجاج
نشود .
از نظر کیفیت سطح قطعه ساخته شده با روش SLM کیفیت سطح 20-9میکرو متر �𝑅� و در قطعه ساخته شده به روش
ریخته گری تحت فشار این کیفیت بهتر و در حدود 2.5-0.6 میکرو متر �𝑅� میباشد .
از نظر زمان و هزینه ساخت نمونه اولیه استفاده از پرینت سه بعدی به صرفه تر است و قابلیت عیب یابی و انعطاف بیشتر در
طراحی را دارد .
نمونه عکس ساخته شده با ریخته گری دقیق و پرینت SLM :
کاربرد روش ساخت افزایشی SLM در قطعات توربین های گازی داغ : متریال ، طراحی و ویژ گی های تولید
Components: Materials, Design and Manufacturing Selective Laser Melting of Hot Gas Turbine(
)Aspects
این مقاله تحقیقاتی بر روی قابلیت های طراحی های پیچیده در امر خنک کاری قطعات که در تما س با سیاالت داغ هستند را
مورد بررسی قرار داده است زیرا که در نظر دارد با مطالع ات انجام شده و بررسی های صورت گرفته در زمینه نحوه قرار گیری
قطعه و نحوه طراحی و ساخت سازه داخلی قطعه و همچنین تنش های داخلی آن این فرایند تولید را از نظر هزینه و کارایی
صنعتی یعنی میزان تولید باال تر از حد اآلن بررسی کند.
راندمان توربین های گازباید افزایش پیدا کند و جهت دست یابی به این امر یکی از مهم ترین موارد این است که دمای ورودی
توربین باال تر رود و هزینه خنک کاری و میزان ماده خنک کننده کاهش یابد . یکی از تغیرات این است که سوپر آلیاژ های
پایه نیکل را با کامپوزیت های پایه سرامیکی با ظرفیت حرارتی باالتر جایگزین شود.
وطرح دیگر جایگزین کردن سیستم های خنک کننده با سیستم هایی با طراحی پیچیده تر و راندمان بهتر در تجهیز است و
ساخت این طراحی ها فقط با روش های نوین تولید که ساخت بر پایه ساخت افزایشی است به مانند روش SLM امکان پذیر
میباشد ، زیرا که در این روش به دلیل فناوری ساخت الیه ای قابلیت ساخت حفره های پیچیده که قبال با روش های
ماشینکاری بدلیل عدم دست رسی و نبود ابزار امکان نداشت فراهم شده است .
اگر چه روش های ساخت افزایشی با سرعت در حال پیشرفت هستند اما هنوز مواردی مانند هزینه ، غیر بهینه بودن پارامتر ها
و تنش های داخلی باال در روش تولید و محصوالت وجود دارد که این مقاله به آنالیز و مطالعه آنها میپردازد.
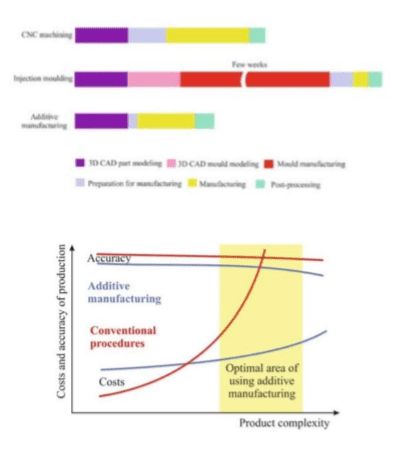
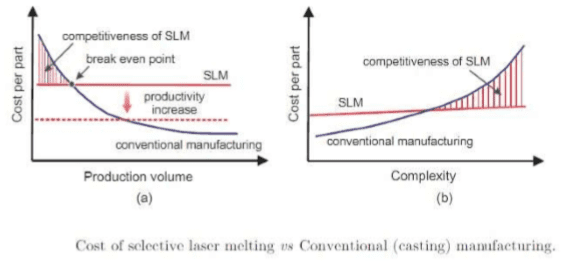
بررسی هزینه :
در روش SLM هزینه تولید در تعداد محدود به صرفه تر است اما در تعداد باالتر و تولید عمده نسبت به روش های ساخت
قدیمی هزینه باالتری به حساب می آید اما از نظر مقایسه هزینه به نسبت پیچیدگی تجهیز زمانی که قطعه پیچیده تر و سخت
تر میشود هزینه های تولید به روش SLM منطقی تر است و صرفه اقتصادی باالتری دارد .
قطعات توربینی دارای قابلیت های گوناگونی هستند که یکی از آنها داشتن مجرا هایی جهت خنک کاری تجهیز و به عبارت
دیگر داشتن ساختار داخلی میباشد ، این ساختار پیچیده و با عث هزینه تولید و سخت شدن برنامه ریزی تولید و همچنین باال
رفتن هزینه های قالب سازی و ریخته گری به روش های سنتی میشود .
و از دیگر مزایای ساخت به روش SLM این است که میتوان قطعات اسمبلی شده را به صورت یکپارچه طراحی کرد و از هزینه
ساخت جدا گانه و هزینه منتاژ و احتمال بروز مشکل در منتاژ جلو گیری کند . همچنین قطعه ساخته شده به صورت یکپارچه
از نظر عمر و هزینه های تعمیر و نگهداری به صرفه تر است .
طراحی برای SLM :
ساخت به روش SLM قابلیت های زیادی را در طراحی قطعات توربین گازی به ارمقان آورده است با این حال باید در زمان
طراحی قطعات جهت ساخت به روش SLM یکسری نکات مرتبط با ساخت را در طراحی در نظر گرفت تا قطعه خروجی از
کیفیت باالتری برخوردار باشد .
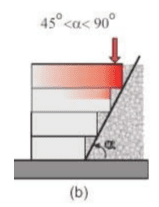
a )در زمینه طراحی قطعات باید به نحوه تکیه الیه ها و ساختار های الیه ای به یک دیگر توجه کرد اگر در این مورد
زاویه تکیه گاهی آنها نسبت به هم 90° = �� باشد گرما به الیه های ساخته شده قبلی پخش میشود و اعوجاج در
حد اقل ترین حالت خود است . اما قطعات همیشه ساده نیستند و قطعا در قطعات پیچیده زوایای تکیه گاهی الیه ها
به یکدیگر متفاوت است .

b )اگر زاویه الیه ها نسبت به هم 90° > �� > 45° میزان تکیه الیه ها به الیه ماقبل خود مقدار اندکی است و بیشتر
حرارت به فضا انتقال داده میشود و قطعه نهایی با تلورانس ساختب مناسب و اعوجاج کم قابل دست یابی میباشد .
c )زمانی که زاویه 45° > �� > 0° باشد بیشتر سطح تکیه گاهی بر روی ناحیه پودری قرار میگیرد و قابلیت انتقال
حرارت کمکتری به نسبت فضای خالی دارد و در نتیجه قطعه دچار اعوجاج میشود و از نظر تلورانسی در رنج خوبی
قرار نمیگیرد .

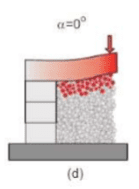
d )زمانی که زاویه تکیه گاهی 0° = �� باشد ناحیه تکیه گاهی کامال با پودر پوشش داده شده و عالوه بر اعوجاج باعث
ذوب ناخواسته قسمتی از آن پودر ها شده و باعث میشود از نظر زبری سطح هم قطعه بی کیفیتی تولید شود و از
نظر تلورانسی هم به هیچ عنوان قابل قبول نمیباشد . و زبری سطح که افزایش میابد مخصوصا در قطعات توربینی که
نیاز به مجرا های آبگرد دارند از نظر عبور سیال دچار مشکل میشوند و افت هد باالیی دارند .
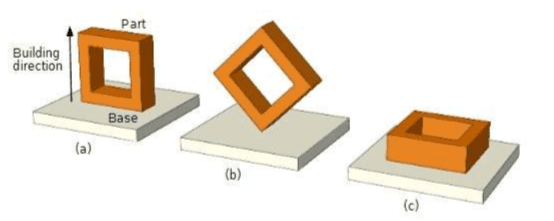
با توجه به موارد باال باید هم در طراحی و هم در نحوه قرار دادن قطعه جهت ساخت به زوایای تکیه گاهی توجه کرد تا باالترین
کیفیت را در خروجی داشته باشیم به عنوان مثال سه شکل زیر نحوه قرار گیری یک مدل را نشان میدهد که نحوه قرار گیری
در پزیشن سوم از دو پزیشن دیگر بهتر است زیرا زاویه 90° = �� برای تکیه گاه الیه ها در نظر گرفته شده که باعث کمترین
اعوجاج و بهترین کیفیت سطح میشود .
ساختار پشتیبانی :
در تولید میشود به جای یک ساختار یکپارچه میتوان قطعات را تفکیک کرد و سپس به یکدیگر متصل کرد که این در امر باید
در نقاط تکیه گاهی و اتصال قطعات از نظر مقاومت و استحکام مورد بررسی قرار گیرد زیرا استحکام این نقاط در ساخت
قطعات توربین گازی بسیار با اهمیت هستند .
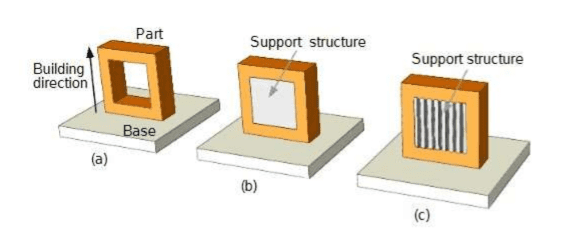
برای جلو گیری از پیش آمدن زوایا تکیه گاهی 90° = �� از یک ساختار پشتیبان در حفره های وسط قطعه استفاده میشود
که میتواند به صورت بلوک کامل باشد و یا ساختار سازه ای مشبک که در بیشتر موارد از ساختار مشبک استفاده میشود زیرا
زمان تولید را کا هش میدهد و همچنین هزینه متریال مصرفی و از طرفی ماشینکاری ثانویه جهت از بین بردن این ساپورت ها
کم هزینه تر و راحت تر است
عوامل زیادی باید در طراحی سازه های نگه دارنده در نظر گرفته شود مانند زمان ساخت اضافه ، عملیات ماشینکاری ثانویه و
استحکام مکانیکی تکیه گاه ها جهت محدود کردن تغیر شکل ها .
در عمل بهینه کردن طرحی جهت ساخت زمانی صورت میگیرد که استفاده از سازه های پشتیبان و تکیه گاه های خاص را به
حد اقل برسانیم .
سازه های خود نگه دارد :
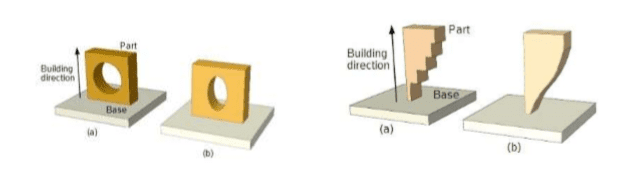
جهت بهینه سازی و باال بردن راندمان ساخت در طراحی باید از المان هایی استفاده کنیم که به جای نیاز به سازه های
پشتیبان خود طرح این قابلیت را داشته باشد به عنوان مسال سوراخ داخل صفحه عکس زیر جهت خنک کاری و عبور سیال
است اما شکل دایره نیاز به سازه پشتیبانی دارد اما اگر دایره را با بیضی جایگزین نماییم که یک ساختار خود نگهدار است دیگر
نیازی به اضافه کردن سازه پشتیبان نداریم و طرح بهینه میشود.
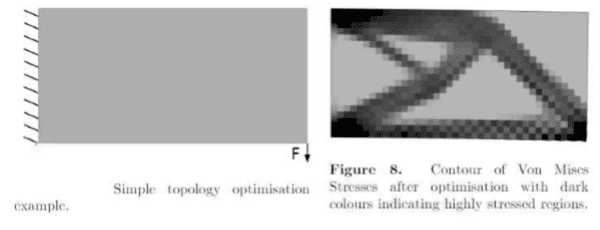
بهینه سازی همبندی (optimisation Topology):
در این روش با توجه به بررسی و تحلیل المان محدود براساس نقاط بحرانی قطعه تحت شرایط عملکرد از چگالی آن کم شده و
طراحی بهینه تری خواهیم داشت زیرا که تولید با سرعت باالتر و هزینه کمتری صورت میگیرد .
شکل زیر یک نمونه از بهینه سازی همبندی را نشان میدهد که به یک صفحه مهار شده از مت چپ یک نیرو در گوشه سمت
راست اعمال شده و در نهایت شکل بهینه شده قطعه ارائه شده و مناطق تیره تر مناطقی با تنش باال تر میباشند .
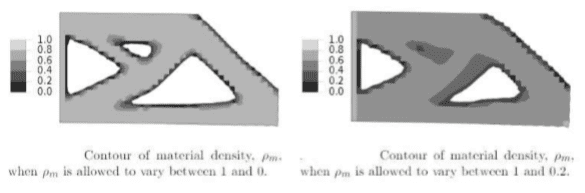
در این روش بهینه سازی چگالی قطعه بین 1 و 0 قابل تغیر است و نواحی که چگالی کمتر از 1 دارند و باال تر از صفر عمال به
مفهوم این است که با جنس کم چگال تری ساخته شوند که این امکان پذیر نیست اما در روش SLM این نواحی را با ساختار
شبکه ای پر میکنند که از نظر چگالی به حد بهینه شده نزدیک باشد و در برخی موارد هم که نزدیک به صفر باشد آنها را
نادیده میگیرند .
برخی هندسه های بهینه شده در قطعات پیچیده قابل ساخت نیستند و یا نیاز به سازه های پشتیبانی زیادی دارند در نتیجه
بجای استفاده مستقیم از نتیجه بهینه سازی الگویی جهت بهینه کردن طرح به دست می آورند که تولید را سریع تر و هزینه را
کاهش دهد .
یکی از مزایا این بهینه سازی توپولوژی این است که امکان طراحی در قطعات با دیواره های نازک را فراهم میکند و همچنین
تنش های پسماند را کاهش میدهد که در نتیجه در تولید به روش SLM و یا زمان عملیات حرارتی دچار ترک نمیشود .
بررسی جنس و متریال :
آلیاژ هایی با دمای باال برای تجهیزات در مسیر گاز داغ توربین های گازی مورد استفاده هستند که عنصر پاییه آنها نیکل است
و مانند 247MarM و LC247CM که تحت نرخ انجماد باال ترک میخورند . بنابر این تالش ها و تحقیقات زیادی جهت
بهبود پودر های آلیاژی صورت گرفته به عنوان مثال نشان داده شده که پودر با تر کیب شیمیایی LC738IN تاثیر بسیار
باالیی در ترک خوردگی داغ دارد . تا کنون چندین آلیاژ مبتنی بر نیکل با روش SLM با موفقیت پردازش شده اند مانند :
. IN718 و Hastelloy X
باید اضافه کرد که فرایند تولید پودر و ترکیب شیمیایی آنن بر تخلخل قطعه تولید شده به روش SLM اثر گذار خواهد بود
.ساختار دانه های آلیاژ های فراوری شده برای روش SLM به دلیل نرخ انجماد باال با سایر فرایند های تولیدی متفاوت است ،
گرادیان حرارتی باال باعث میشود که کریستال ها در جهت مشخصی رشد کنند و در نتیجه خواص مکانیکی در جهت ساخت و
جهت عمود بر جهت ساخت باهم متفاوت هستند )ناهمسانگردی مکانیکی ( .
در بسیاری از موارد جایگزینی قطعه ریخته گری شده با قطعه ساخته شده به روش SLM به دلیل این نا همسانگردی
مکانیکی ممکن نیست و در نتیجه قطعه تولید شده به روش SLM را تحت عملیات حرارتی قرار میدهند .
با بهینه کردن استراتژی اسکن لیزر میتوان تا حد مطلوبی از این ناهمسانگردی جلو گیری کرد .