
روشهای تولید پمپ های گریز از مرکز
مقدمه :
پمپ های گریز از مرکز جز یکی از تجهیزات پر مصرف صنایع مختلف قرار میگیرند که وظیفه انتقال سیال و
جبران افت فشار مسیر را در سیکل های خنک کاری ، تغذیه و … بر عهده دارند . با توجه به گستره وسیع
استفاده از پمپ ها و مصرفی بودن بعضی قطعات آنها صنعت پمپ سازی از صنایع پویا و در حال پیشرفت
جهان است . و با توجه به اهمیت این تجهیز در این مقاله به بررسی روشهای تولید این قطعه صنعتی میپردازیم
.
موارد مورد بحث در این مقاله :
1- اجزا اصلی تشکیل دهنده پمپ گریز از مرکز
2- متریال اجزا تشکیل دهنده پمپ
3 -فرایند های تولید کارگاهی پمپ های گریز از مرکز
4- استاندارد های مطرح شده و کنترل عملکرد
5 -برنامه زمانبندی تولید پمپ گریز از مرکز
6-ابزار آالت الزم جهت ساخت پمپ های گریز از مرکز
اجزا اصلی تشکیل دهنده پمپ گریز از مرکز:
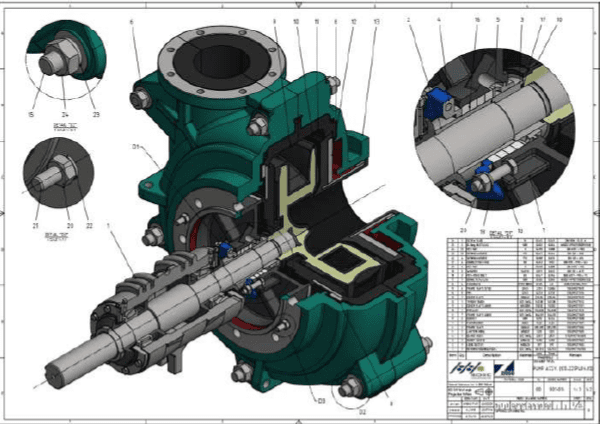
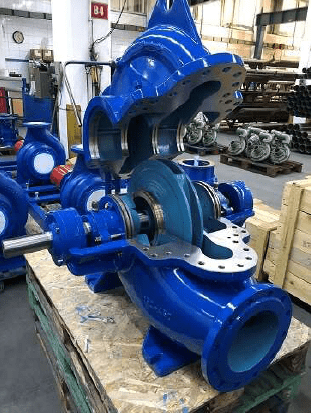
1- بدنه اصلی پمپ ) Casing ): بدنه پمپ که یکی از اصلی ترین اجزای آن جهت ایجاد فشار به شمار
میرود عضوی استاتیک است که به واسطه داشتن پیچ ارشمیدس شکل باعث کم کردن سرعت و افزایش
فشار در پمپ میشود و معموال با روش ریخته گری تولید میشود .
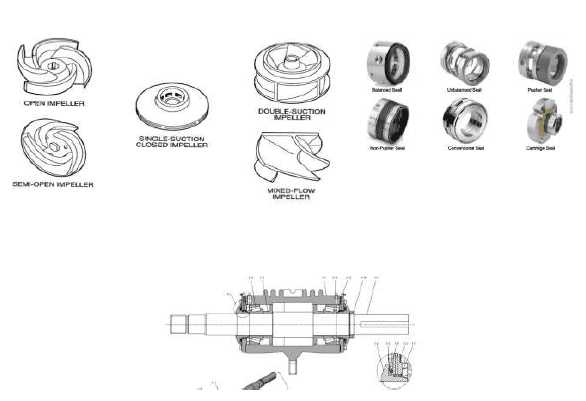
2- پره پمپ ) Impeller ): این قطعه متصل به شافت و قسمت دوار در بدنه است که با چرخش خود و متراکم
کردن سیال در پیچ ارشمیدسی بدنه باعث افزایش فشار در پمپ میشود و به روش های ریخته گری دقیق
و ریخته گری ماسه ای و سپس ماشینکاری تولید میشود .
3 -شافت )Shaft ): این قطعه جز اصلی روتور به شمار میرود و رابط بین موتور و پره است تمامی ملحقات
مانند بیرینگ ها ، کاسه نمد ها ، و مکانیکال سیل و خود پره برروی شافت قرار میگیرند . با ماشینکاری
تراش تولید میشود .
4 -محفظه یاتاقان ) bearing Housing ): عضو استاتیک این تجهیز به شمار می آید که قسمت دوار در
آن حرکت میکند و روان کاری بیرینگ ها در آن انجام میشود و به روش ریخته گری دقیق یا ماسه ای و
در انتها روش های ماشینکاری تولید میشود .
5 -آب بند مکانیکی ( seal mechanical (: این قطعه به مانند بیرینگ ها در صنایع پمپ سازی به صورت
قطعه خریداری استفاده میشود اما خود این قطعه شامل پروسه تولید دقیق و فرایند های خاصی از ماشین
کاری ، پرداخت سطح و شکل دهی را شامل میشود .
جنس قطعات استفاده شده در پمپ های گریز از مرکز :
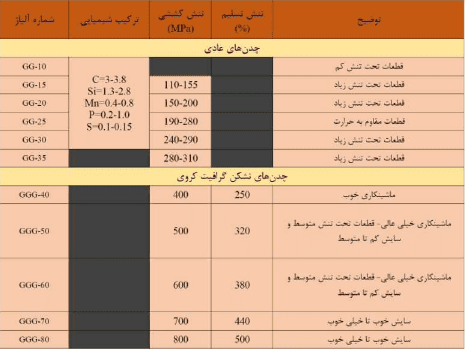
1- بدنه پمپ : عموما از فلزاتی استفاده میشود که قابلیت ریخته گری خوبی داشته باشند و در برابر سایش
و خوردگی مقاوم باشند , و همچنین جاذب ارتعاشات باشند . انواع چدن از معروف ترین متریال های مورد
استفاده در ساخت بدنه پمپ ها است. چون به راحتی قابل ریخته گری ماسه ای میباشد و قابلیت
ماشینکاری خوبی نیز دارد .
2- پره پمپ : پره پمپ که یکی از اصلی ترین قطعات این تجهیز است از جنس های گوناگونی ساخته میشود
و بسته به شرایط کاری ) محیط خورنده یا غیر خورنده ، دما و…( از متریال های مختلف استفاده میکنند
که هم در شرایط کاری دوام خوبی داشته باشد و هم پارامتر های ماشینکاری و ریخته گری مناسبی را دارا
باشد . از انواع متریال میتوان به استیل 304 ، استیل 316 ، 45CK، آلیاژ های برنزی و چدن اشاره کرد .
3- شافت : شافت در پمپ های گریز از مرکز یکی از اجزا اصلی انتقال نیرو از موتور به پره است و باتوجه به
قرارگیری بیرینگ ها بر روی آن و همچنین پره پپ باید مقاوم به خستگی باشد قابلیت ماشین کاری باال
داشته باشد معموال از جنس های : استیل 304 ، استیل 316 ، 45CK و… تشکیل میشود .
4- محفظه یاتاقان : این قطعه نیز معموال از آلیاژ هایی خوش تراش با قابلیت ریختگری مناسب ساخته
میشود و باید در مقابل خستگی و ارتعاشات مقاوم باشد و معموال از انواع چدن در ساخت آن استفاده
میشود .
فرایند های تولید کارگاهی پمپ های گریز از مرکز :
در این مقاله سعی شده فرایند تولید پمپ گریز از مرکز در قالب کارگاهی با تیراژ متوسط در حدود 50 پمپ در ماه
مورد بررسی قرار گیرد. و فرض شده که پمپ مورد بحث جدیدا به خط تولید قرار است اضافه شود .
1- اولین مرحله جهت شروع پروسه تولید تامین متریال و مواد خام است بدین صورت که برای قطعات ریخته
گری با توجه به ترکیب آنها و وزن مورد نظر ) با در نظر گرفتن محفظه تغذیه مناسب اضافه بار ها و …. ( و
نوع ماسه مورد نیاز جهت قالب گیری و تهیه مدل ریخته گری جهت قالب گیری ، برای قطعات ماشینکاری
الزم است با توجه به ابعاد قطعات طراحی شده ) ابعاد نهایی ( با در نظر گرفتن حدود 5 م یل یمتر اضافه بار
در قطر ها و طول ها متریال تهیه شود .
2 -در مرحله بعد برای اطمینان خاطر از جنس متریال و تایید خواص مکانیکی الزم نمونه ای از آنها را جهت
انجام تست ها و آزمایشات الزم به آزمایشگاه ارائه میدهیم تا تست های کوانتو متری جهت تایید ترکیبات
آلیاژی و تست کشش جهت تایید خواص مکانیکی را طی کند .
3 -قطعات ریخته گری شده باید کامال بررسی شوند و تحت تست های مختلف خواص مکانیکی و آلیاژی قرار
گیرند تا از نبودن عیوب ریخته گری در قطعه اطمینان حاصل شود . استاندارد های ابعادی ریخته گری و
کیفیت ریخته گری بر اساس 1690DIN&8062ISO انجام و کنترل میشود .
4- مراحل ماشینکاری قطعات :
4.1 -تنظیم ماشین های تراش جهت سری تراشی بدین معنی که یک ماشین تراش جهت تراش شافت یکی جهت
تراش محفظه یاتاقان و دیگری جهت تراش پره پمپ تنظیم شوند .
4.2 -تعداد ماشن های تراش از یکی بیشتر باشد فعالیت ها به صورت موازی پیش میروند و راندمان کاری افزایش
پیدا میکند یعنی در زمان کمتر تعدداد بیشتری مجموعه تولید میشود .
4.3- قطعات تراش خورده را جهت انجام فرز کاری الزم به شیوه قبل در صورت امکان به صورت موازی فرز کاری
میکنیم و جای خار های الزم و بعضی سوراخ ها را ایجاد میکنیم .
4.4- بعد از انجام تراش کاری اولیه قطعات و فرز کاری آنها ، برای دست یابی به تلورانس دقیق بعضی از قطعات و
کیفیت سطح مطلوب الزم است قطعات را جهت انجام فرایند سنگ زنی آماده سازی کنیم .
4.5 -پسس عملیات سنگ زنی را اجرا کرده تا به کیفیت سطح و تلورانس موجود در نقشه دستیابیم .
5 -مرحله باالنسینگ : در تجهیزات دواری مانند پمپ ها و کمپرسور ها و فن ها بعد از اتمام مراحل ماشینکاری و دست یابی به ابعاد مورد نظر نقشه و مونتاژ کردن آنها باید فراییند باالنسینگ بر روی آن انجام شود که هم میتواند
بصورت هر قطعه جدا گانه انجام شود و هم بصورت مجموعه منتاژی بر روی شافت . بعد از انجام تست های الزم از
قطعه با اضافه یا کم کردن از جرم متریال در نواحی مشخص شده قطعه قطعه و یا مجموعه را باالنس میکنند . اینکار
بر اساس استاندارد 1940 ISO انجام میشود .
6- مرحله پوشش دهی : سپس قطعه جهت پوشش دهی اپکسی و رنگ به واحد مربوطه انتقال میابد و رنگ های
پودری و کوره ای در این قطعات استفاده میشود .
7-مرحله مونتاژ : سپس تجهیزات جهت مونتاژ نهایی آماده شده و کد گذاری میشوند و مونتاژ بصورت خطوط
ایستگاهی متوالی انجام میشود تا تجهیز به مرحله تست برسد .
استاندارد های مطرح شده :
API 610 &ISO 1940 & ISO 8062& DIN 1690
8- مرحله تست : تجهیز ساخته شده بعد از مونتاژ بر اساس استاندارد 610API مورد تست قرار
میگیرد تا نتایج الزم در افت هد مد نظر و تست های پایش وضعیت و تست های بیرینگ ها و
مکانیکال سیل را طی کند و تایید الزم را اخذ نمایید .
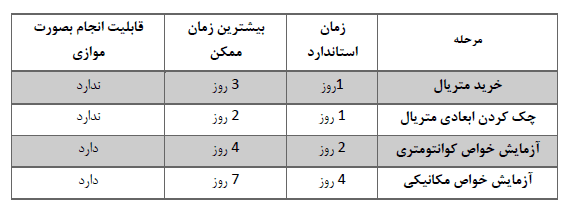
برنامه زمان بندی تولید : (برنامه زمان بندی به ازای 20 پمپ)
1-برنامه تهیه متریال و تست متریال ماشینکاری
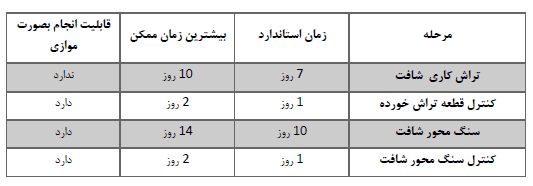
2-ماشینکاری شافت ها و قطعات غیر ریخته گری :
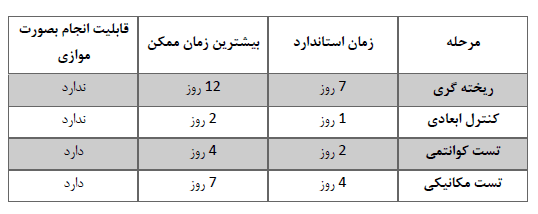
3-ریخته گری قطعات و تست و بررسی اولیه آنها :
4 ماشین کاری قطعات ریخته گری :
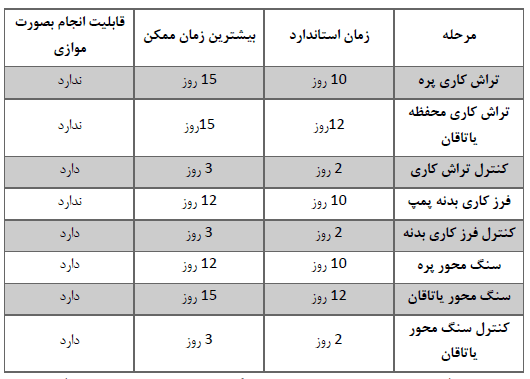
• ممکن است در مرحله ماشین کاری قطعات ریخته گری به عیوبی بر بخوریم مانند مک دادن و یا ترک
های در دل کار که الزم است حتما یا به ریخته گری باز گردانده شوند و یا با روش هایی مانند
جوشکاری رفع عیب شوند
5- مرحله بالانسینگ :
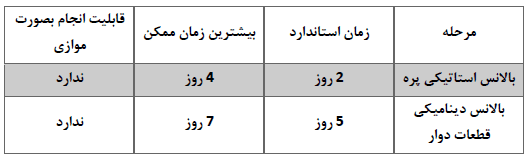
6 -مرحله مونتاژ : این مرحله بین 15 الی 20 روز زمان میبرد .
7-مرحله تست : این مرحله برروی جامع آماری مناسبی انجام میشود نه تمامای محصوالت و
زمانی حدود 3 الی 4 روز نیاز دارد .
ابزار آالت و ماشین آالت الزم جهت ساخت پمپ گریز از مرکز در یک
کارگاه کوچک :
1 -ماشین تراش ) منوال یا CNC )یک یا دو عدد
2 -دستگاه فرز CNC یا منوال یک عدد
3- دستگاه سنگ محور یک تا دو عدد
4 -تمامی ابزار های اندا زه گیری
5- ابزار آالت عمومی مانند سنگ فرز ، دریل ، مته و ..
6-دستگاه جوش آرگون یا 2CO
با توجه به اینکه کارگاه مورد مطالعه در دسته کار گاه های کوچک قرار میگیرد و روش تولید آنها
بصورت سنتی میباشد فعالیت های ریخته گری ، آزمایشگاهی ، باالنسینگ را در خارج از مجموعه
برون سپاری میشود .